


某啤酒污水污泥资源化项目案例
简介:
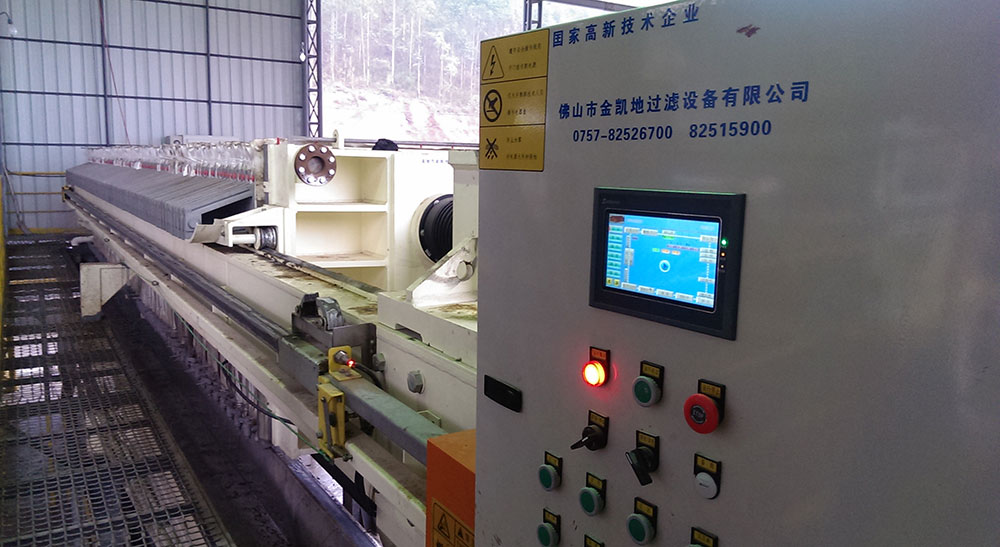
使用厢式压滤机1500型系列机器
外型尺寸:12米X4米X2.6(长宽高)
主机重量: 12T
处理量:45~65 m3/h(看泥浆浓度)
主机功率:5.5KW
浓缩段电机:2.2kw
整套功率:28-30kw(含污泥泵,清洗水泵,空压机,搅拌机,药剂泵等功率)
使用厢式压滤机1500型系列机器
外型尺寸:12米X4米X2.6(长宽高)
主机重量: 12T
处理量:45~65 m3/h(看泥浆浓度)
主机功率:5.5KW
浓缩段电机:2.2kw
整套功率:28-30kw(含污泥泵,清洗水泵,空压机,搅拌机,药剂泵等功率)
案例详情
工作原理:
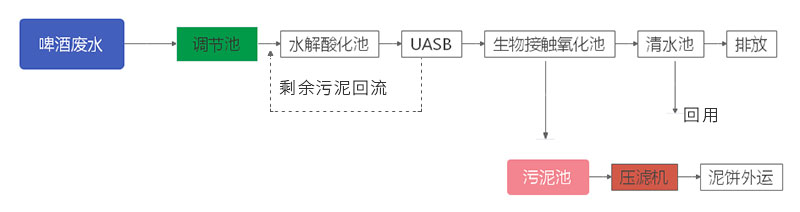
啤酒废水先经过中格栅去除大杂质后进入集水池,用污水泵将废水提升至水力筛,然后进入调节池进行水质水量的调节。进入调节池前,根据在线PH计的PH值用计量泵将酸碱送入调节池,调节池的PH值在6.5~7.5之间。调节池中出来的水用泵连续送入UASB反应器进行厌氧消化,降低有机物浓度。厌氧处理过程中产生的沼气被收集到沼气柜。UASB反应器内的污水流入CASS池中进行好氧处理,而后达标出水。来自UASB反应器、CASS反应池的剩余污泥先收集到集泥井,在由污泥提升泵提升到污泥浓缩池内被浓缩,浓缩后进入污泥脱水机房,进一步降低污泥的含水率,实现污泥的减量化。污泥脱水后形成泥饼,装车外运处置。
工作原理图片:
系统流程:
案例效果图:
案例现场:


案例视频:
案例视频:
- < 上一篇
- ≡ 返回列表
- 下一篇 >

电话:400-860-2778
手机:13927291319
邮箱:jkd002@126.com
地址:广东省佛山市禅城区季华西路紫南澳边工业区(南庄码头附近)
四川办事处: 成都市青白江区万贯国际五金机电城33栋4号
江西办事处: 南昌市南昌县馨雅北苑商业楼2-101
